STONE
Top quality standards
STONE is a unique Company able to design, manufacture and start up top green-performing machines qualified by 25 years of experience of Asian team and by the whole ST Group technical department competence.
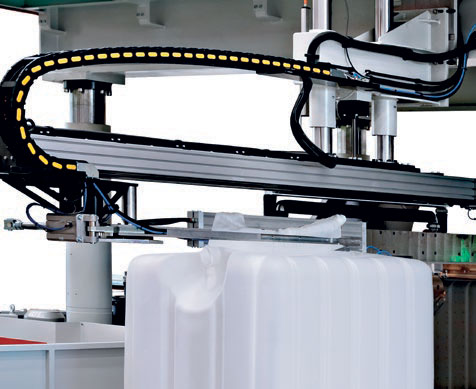
Extrusion section
Special screw/barrel design allowing:
- intensive usage of recyclates granting a minimum energy consumption and best performances in output
- exceptional process stability
- high maximum througoutput capacities
- excellent melt homogeneity
- top energy efficiency in running HDPE, HMWPE or PA or barrier materials
- homogeneous material and better colour mix (thanks to the extruder with long screw lengths in combination with improved mixing zones)